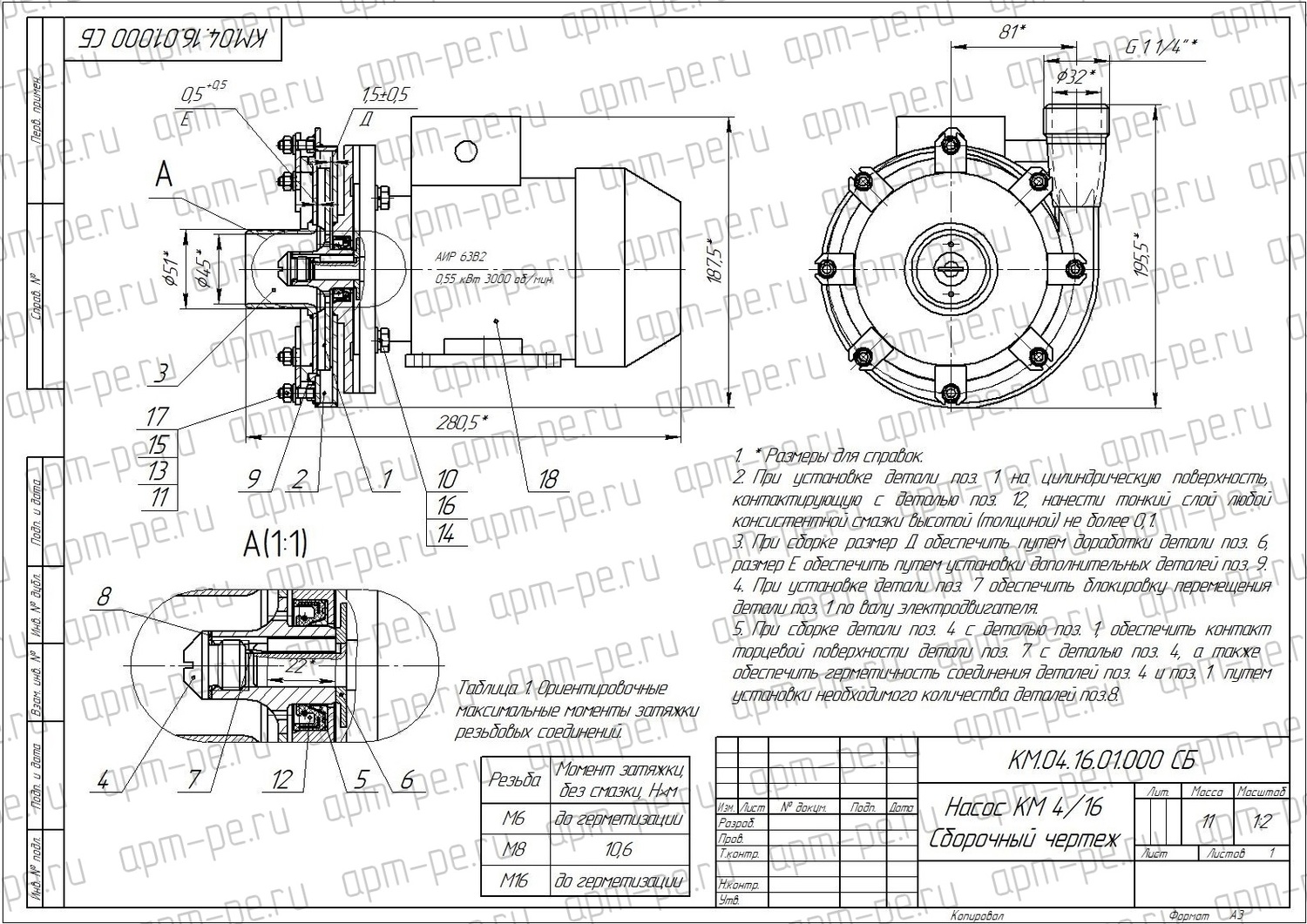
Чертеж центробежного насоса для самостоятельного изготовления.
Параметры насоса:
Производительность 4 м3/ч (номинальная), диапазон 1…5 м3/ч.
Напор 16 м.в.с. (номинальный), диапазон 18…14 м.в.с.
Электродвигатель асинхронный 0,55 кВт 3000 об/мин.
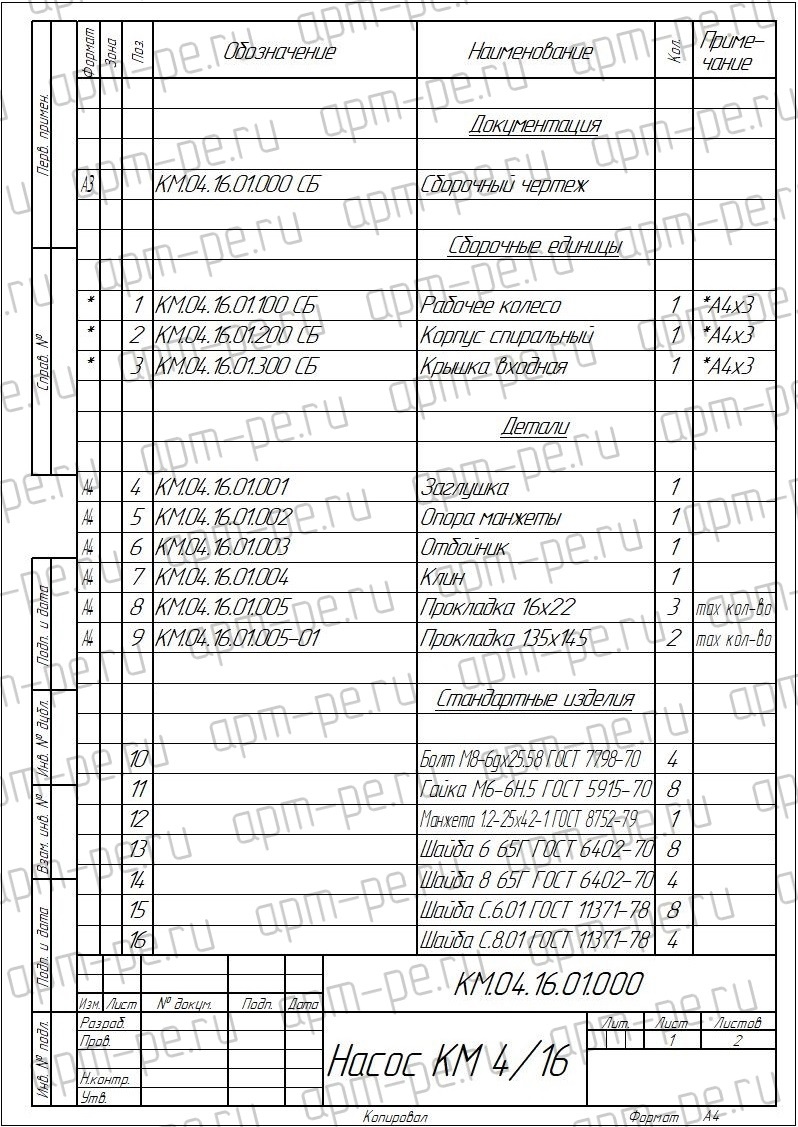
Сборочный чертеж насоса.

1 Этап.
Изготовление рабочего колеса насоса.
Необходимые материалы для изготовления:
Круг Ø50мм, Сталь 20 или Ст.3, длина 45…50мм;
Лист 3мм, Ст.3, 140х140мм или заготовка в виде кольца Øнар. 140мм Øотв. 35мм;
Труба Ø114х3 ГОСТ 10704-80, Сталь 20 или Ст.3, длина 30…40мм;
Изготовление детали - Ступица.
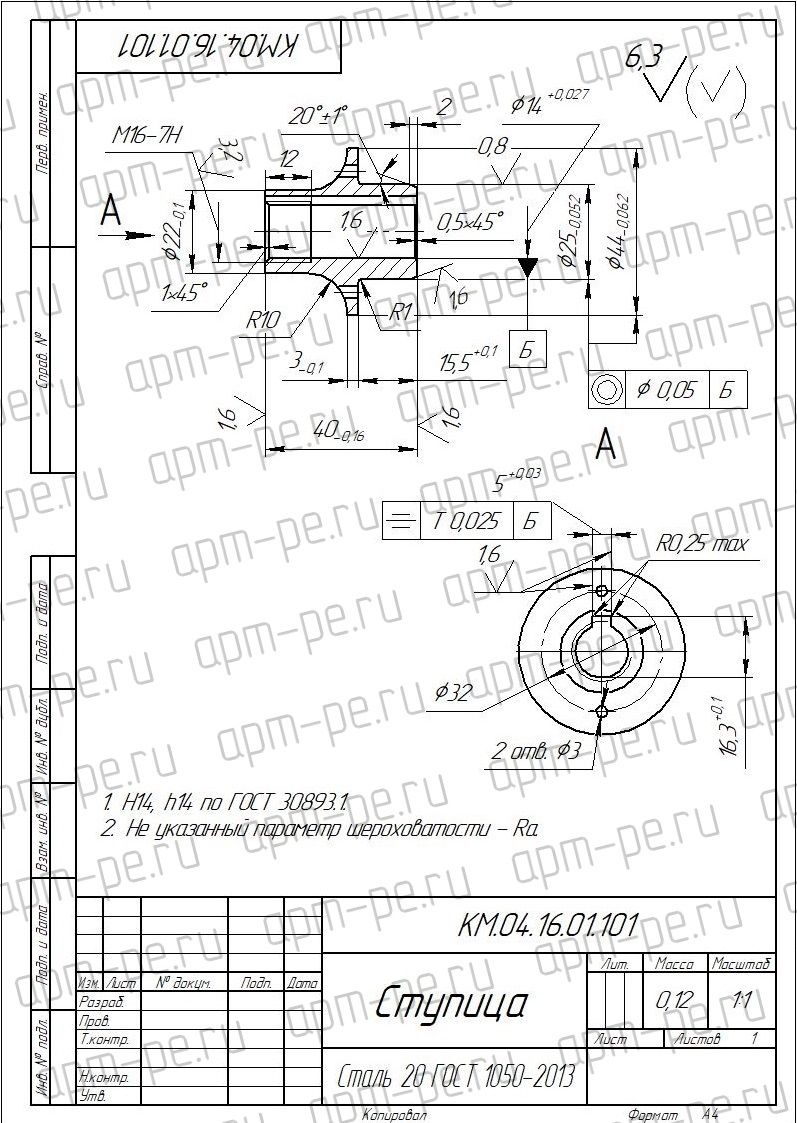
Примечание по изготовлению: Радиус 10мм необходим обязательно, шпоночный паз нужен прямоугольной формы его лучше выполнить на эрозионном проволочно-вырезном станке.
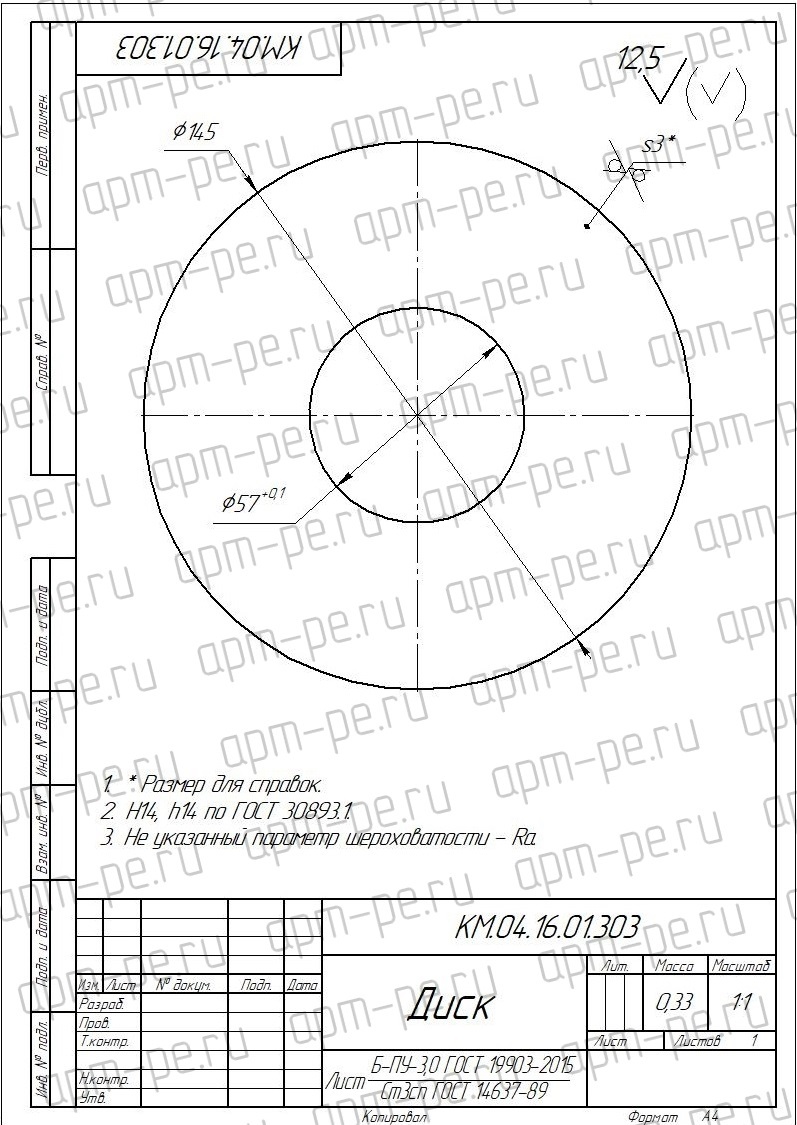
Изготовление детали - Диск.
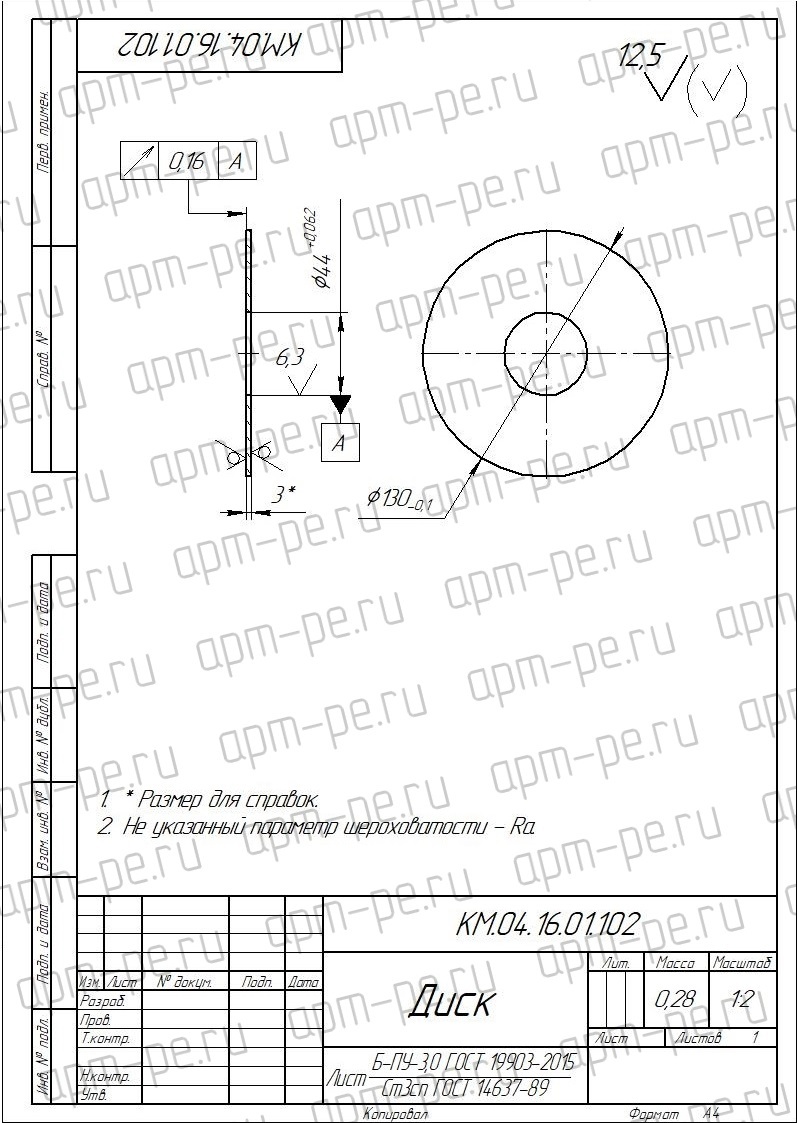
Примечание по изготовлению: На диаметре 50мм с одной стороны диска лучше выполнить диаметральную метку. На этой же поверхности на диаметре 130мм нанести метки с шагом 45°. Будут необходимы для позиционирования лопаток.
Изготовление детали - Лопатка.
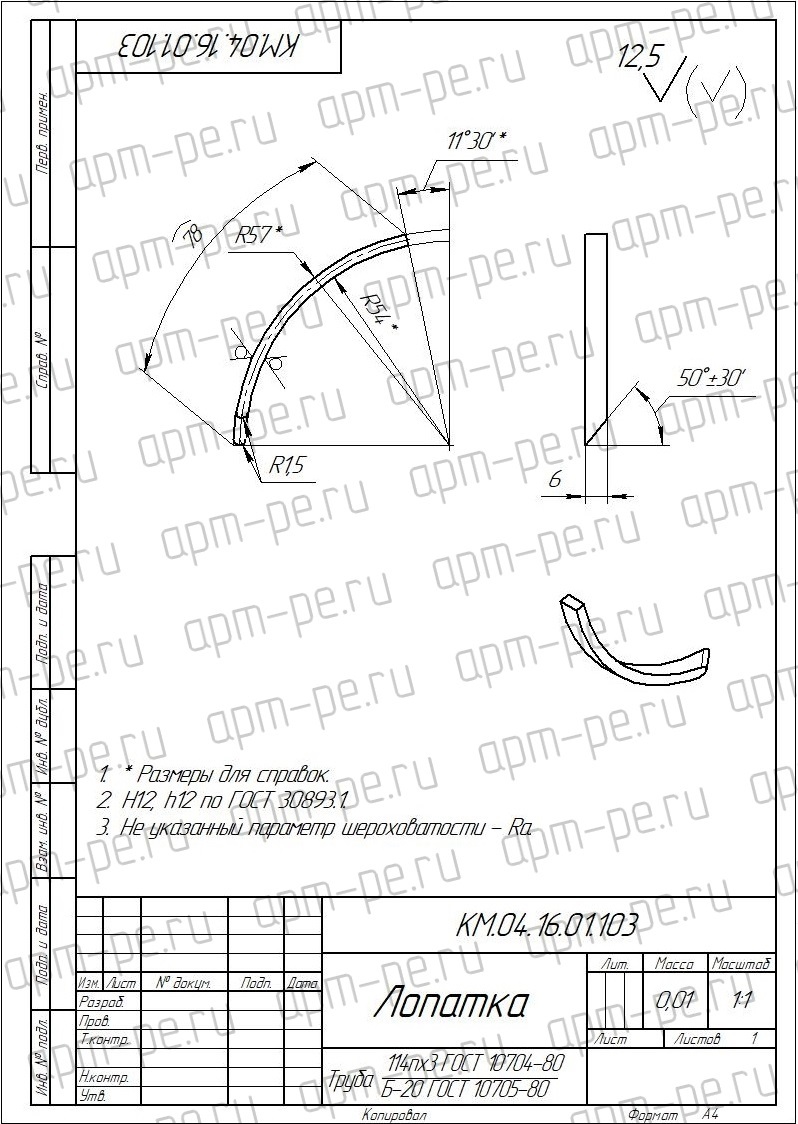
Примечание по изготовлению: На скругленном торце лопатки, на расстоянии 1,5мм от выгнутой поверхности (радиус 57мм) лучше нанести метку. Будет необходима для позиционирования лопаток на поверхности диска.
Изготовление детали - Рабочее колесо.
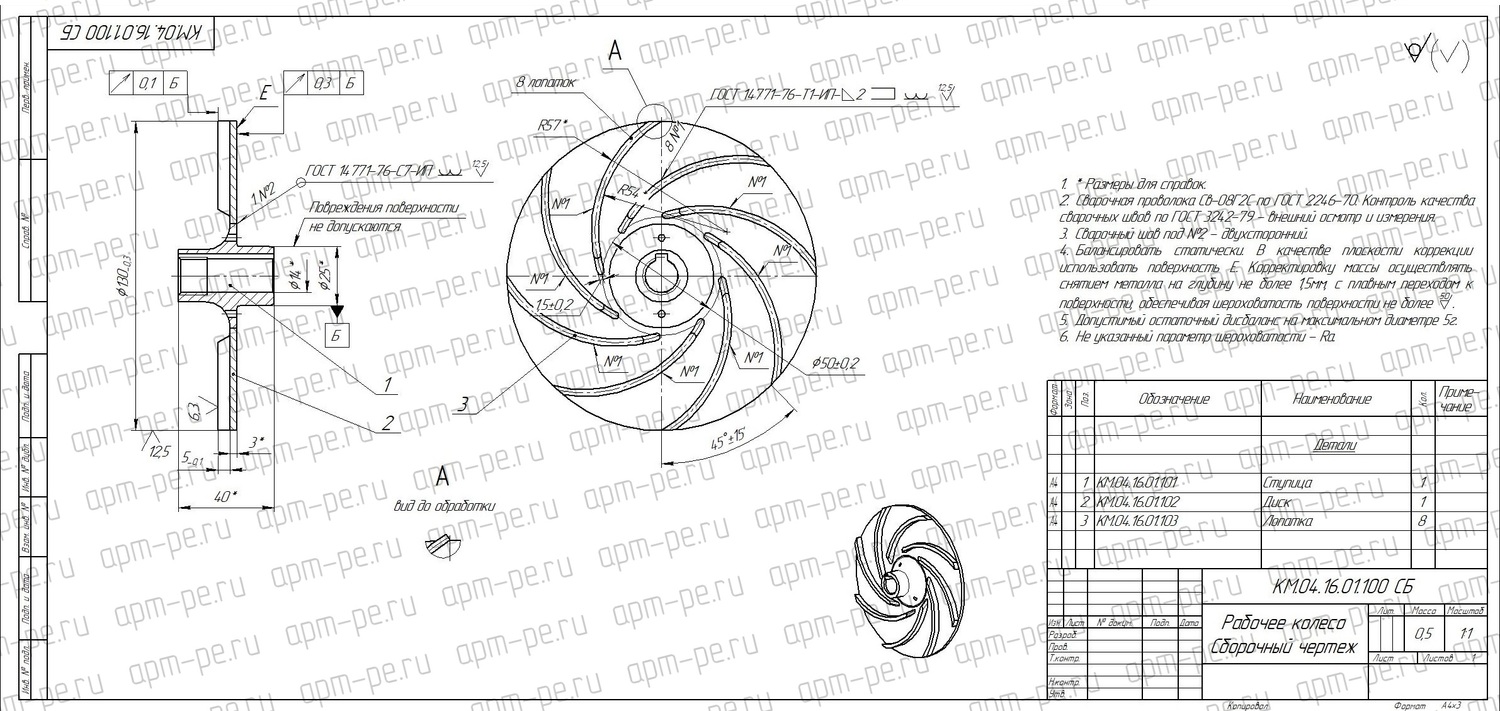
Примечание по изготовлению: Сначала лучше собрать диск с лопатками (точность установки лопаток влияет на параметры насоса) все лопатки нужно собрать на «прихватках» лишь затем полностью «проварить» по всей длине. Окончательную сварку лопаток лучше проводить на равноудаленных противоположных лопатках для уменьшения коробления диска. После сварки диска с лопатками со ступицей при установке на токарный станок необходимо проверить биение гладкой (без лопаток) поверхности диска относительно ступицы, при необходимости «отрихтовать» диск с лопатками, лишь затем обрабатывать лопатки. После окончательной обработки необходимо (если есть возможность) провести статическую балансировку.
2 Этап.
Изготовление спирального корпуса насоса.
Необходимые материалы для изготовления:
Лист 3мм, Ст.3, 175х185мм – 2шт.;
Лист 3мм, Ст.3, 14х545мм;
Лист 3мм, Ст.3, 14х20мм;
Труба Ø38х3 ГОСТ 10704-80, Сталь 20 или Ст.3, длина 50…55мм – 2шт.;
Лист 20мм, Ст.3, 170х170мм или заготовка в виде круга Øнар. 170мм;
Лист 10мм, Ст.3, 155х155мм или заготовка в виде кольца Øнар. 155мм Øотв. 125мм;
Круг Ø50мм, Сталь 20 или Ст.3, длина 30…35мм;
Лист 3мм, Ст.3, 15х20мм - 2шт.;
Гайка М6 – 8шт.
Изготовление детали - Боковина.
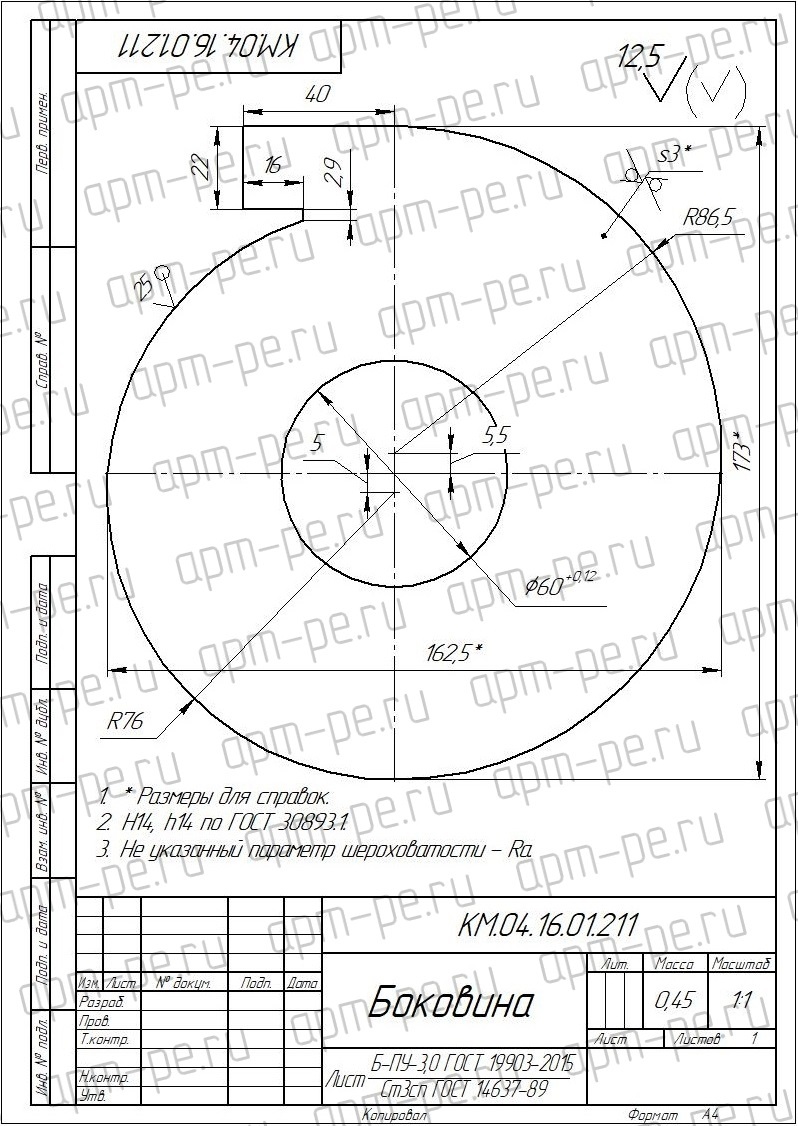
Примечание по изготовлению: Обе детали лучше изготавливать совместно.
Изготовление детали - Полоса.
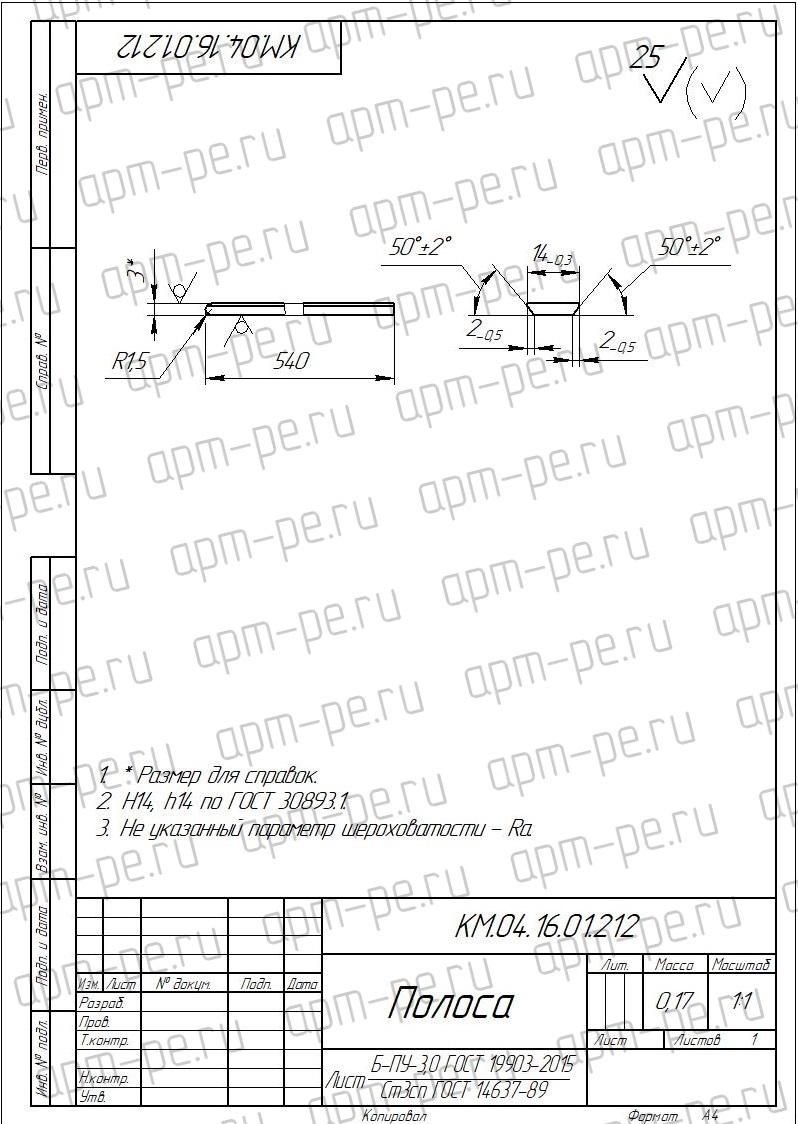
Примечание по изготовлению: Если есть возможность лучше заготовку выполнить на «гильотине».
Изготовление детали - Пластина.
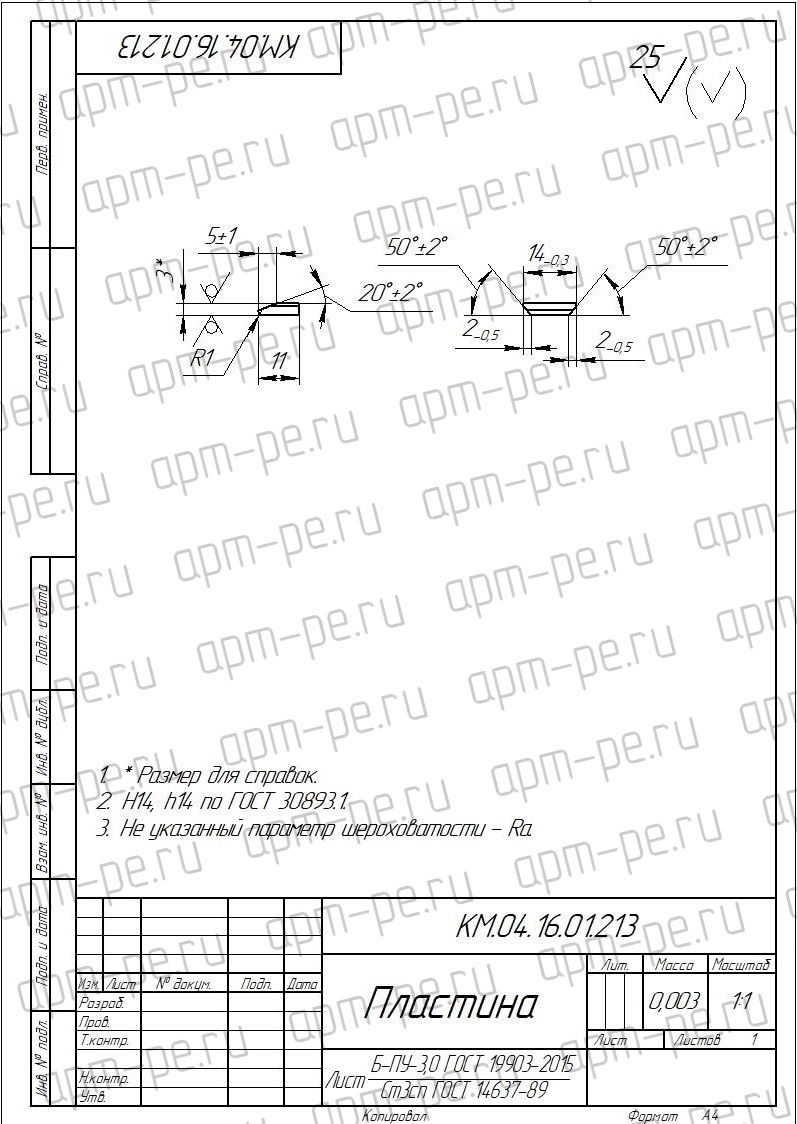
Примечание по изготовлению: Если есть возможность лучше заготовку выполнить вместе с предыдущей деталью (увеличив длину заготовки предыдущей детали).
Изготовление детали - Корпус.

Примечание по изготовлению: Необходимо закрепить обе детали Боковина на необходимом расстоянии между ними, затем скругленный торец детали Полоса упереть в паз деталей Боковина и «прихватить» сваркой в начале (глубине) паза. Далее необходимо нагреть участок рядом с «прихваткой» и согнуть по торцевой поверхности деталей Боковина (используя их как шаблон для сгибания) и «прихватить» сваркой. Действия повторять до полного сгибания детали Полоса вокруг деталей Боковина, затем полностью «заварить». Сварные швы должны быть герметичными. Далее необходимо расточить диаметр 60мм до диаметра 138мм, солгано чертежа (расточит нужно только один диаметр).
Изготовление детали - Сегмент.
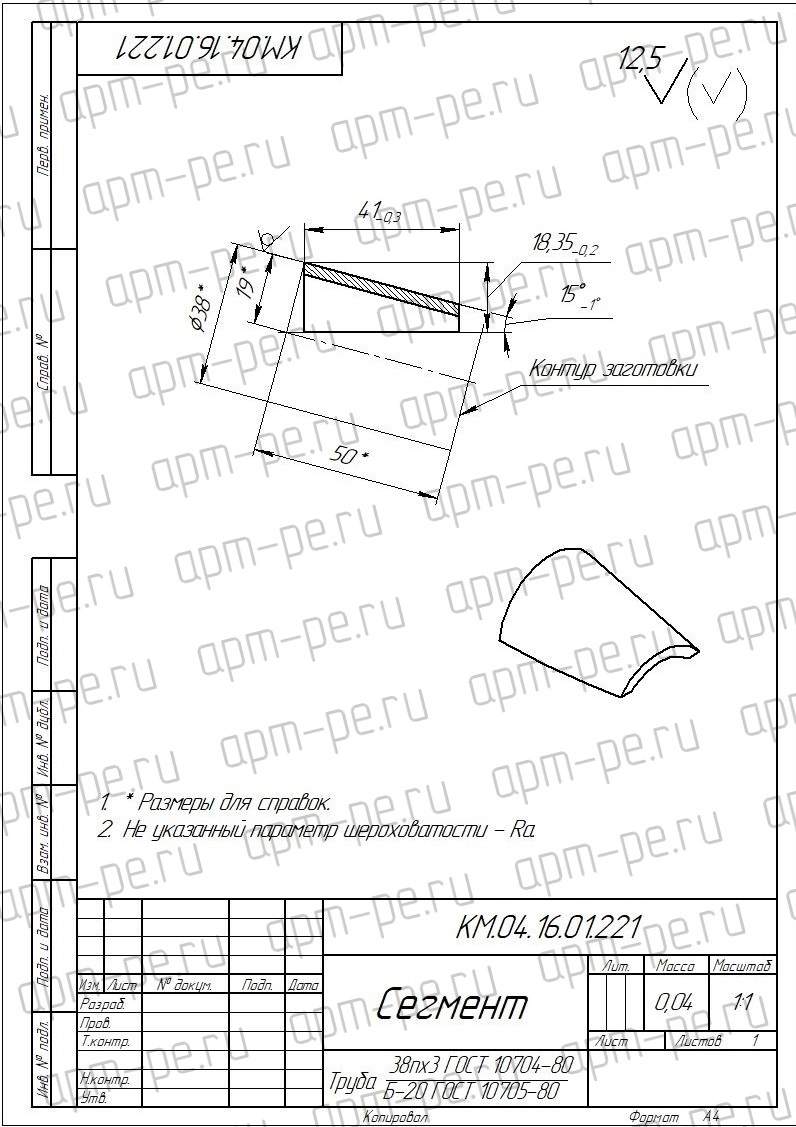
Примечание по изготовлению: Лучше каждую деталь изготавливать из собственной заготовки (можно попытаться изготовить две детали из одной заготовки).
Изготовление детали - Конус.
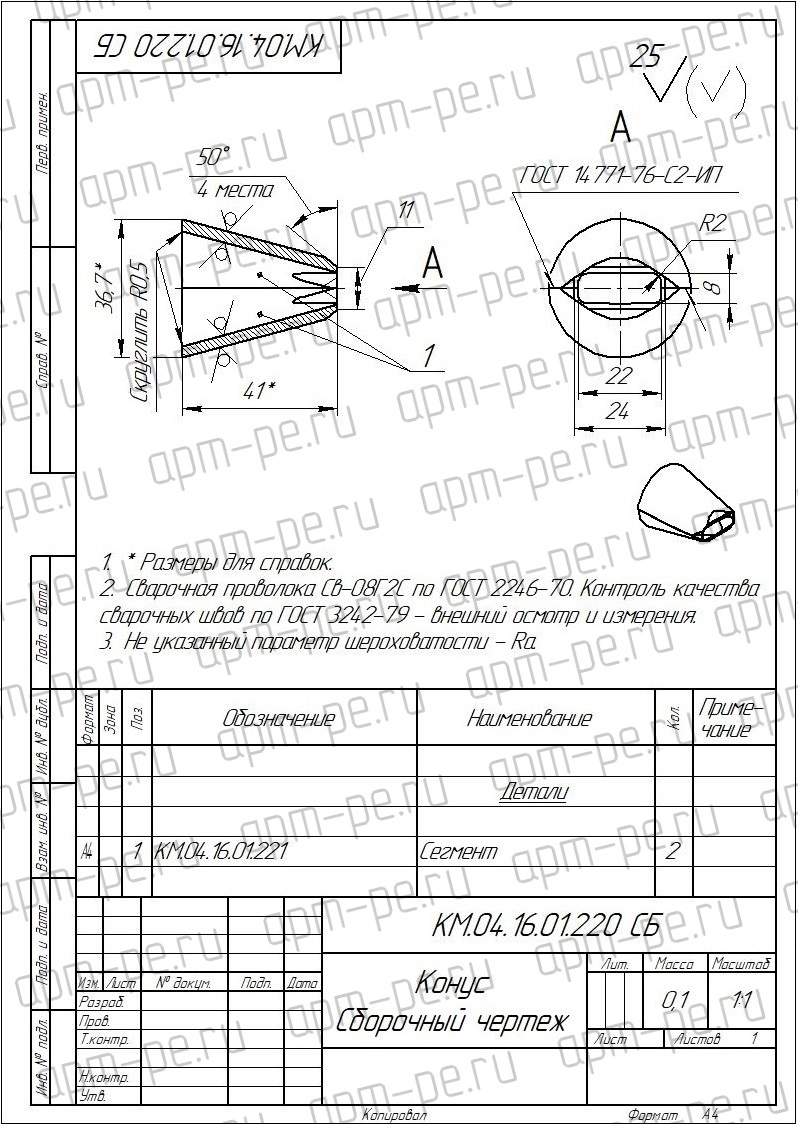
Примечание по изготовлению: Сварные швы должны быть герметичными.
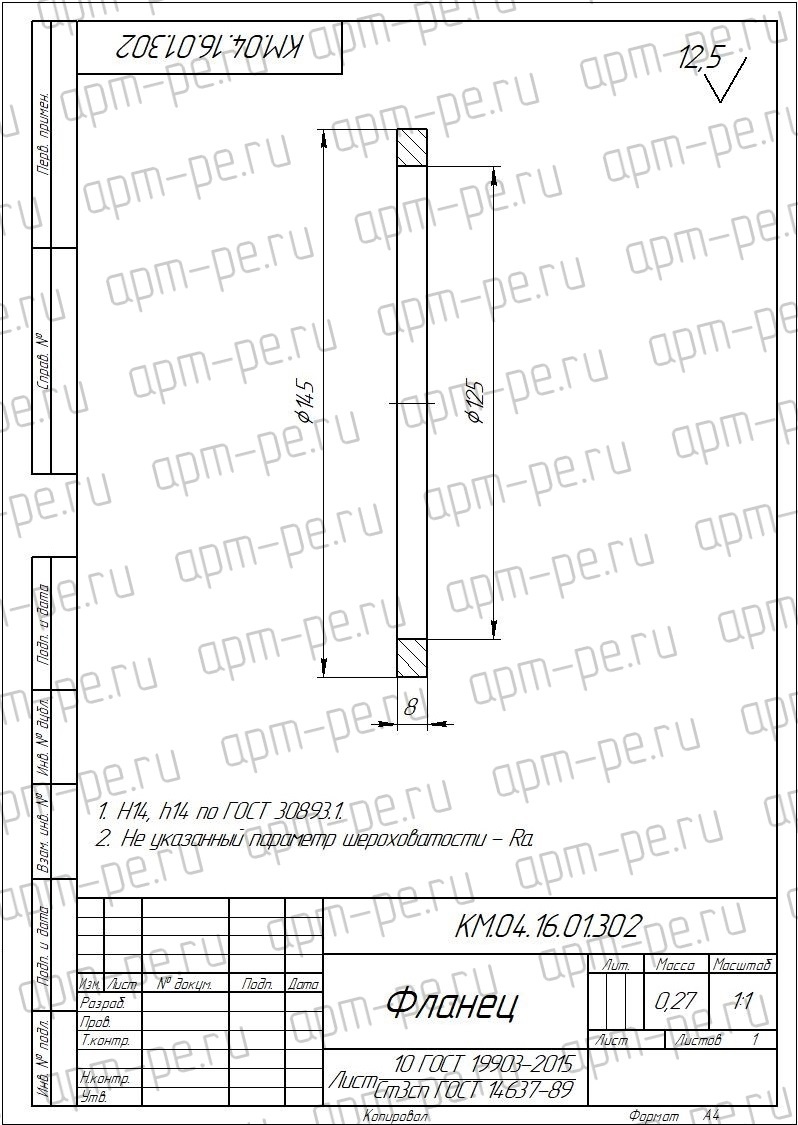
Изготовление детали - Фланец.
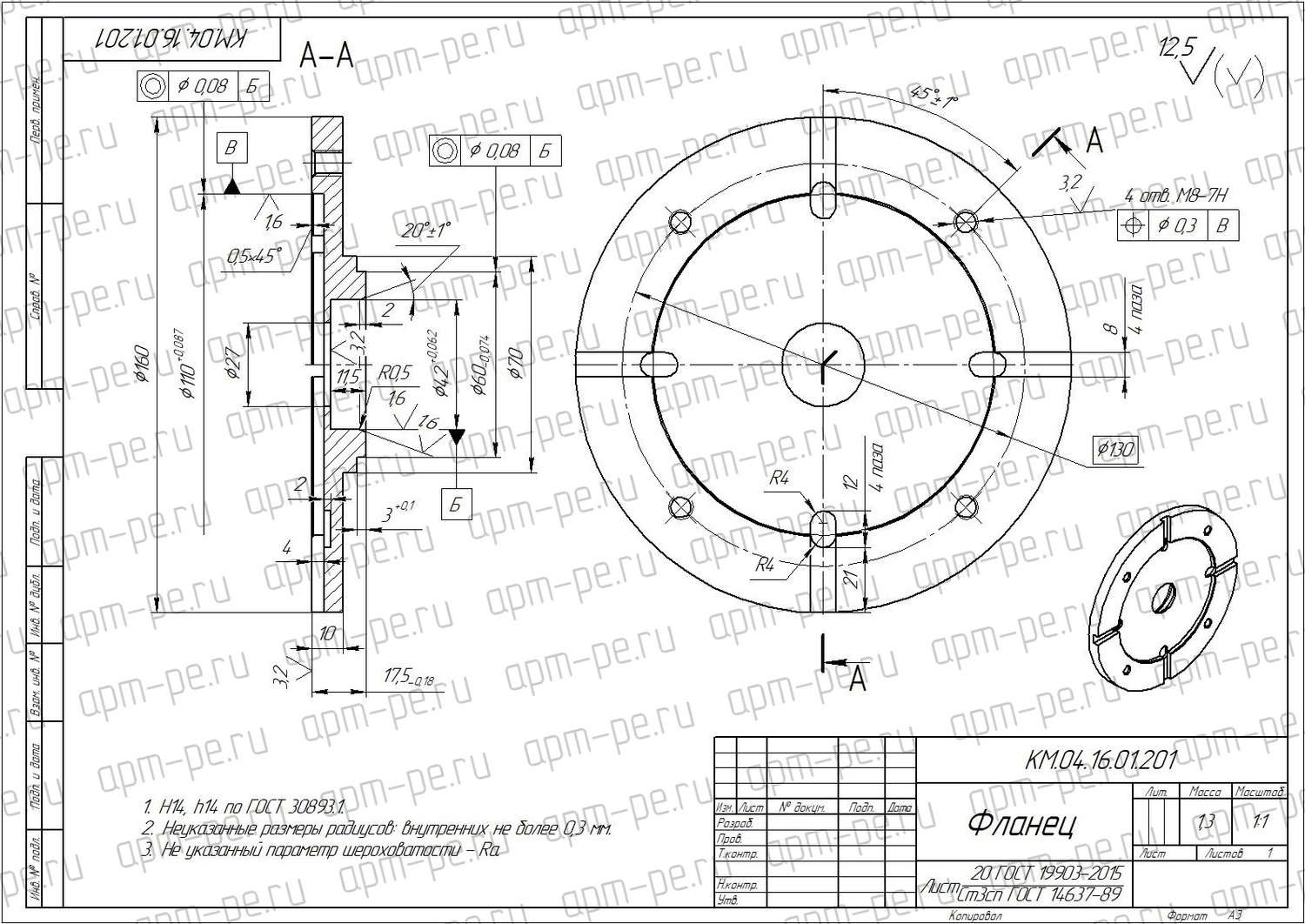
Примечание по изготовлению: Возможно, не изготавливать пазы шириной 8мм, а заменить их сквозными отверстиями диаметром 8…10мм с центром отверстий на диаметре 110мм.
Изготовление детали - Кольцо

Примечание по изготовлению: Лучше изготавливать из заранее в «черновую» вырезанной заготовки.
Изготовление детали - Штуцер.
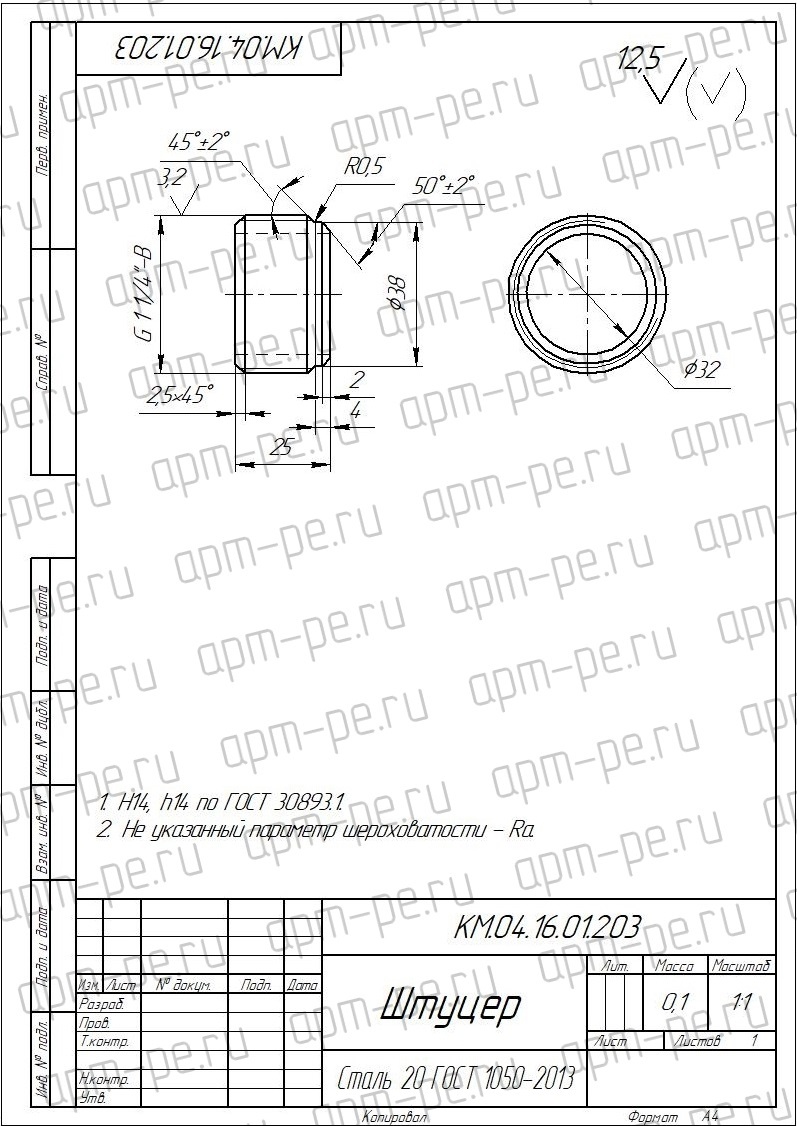
Примечание по изготовлению: Для контроля резьбы лучше использовать ответную деталь (Кран шаровой муфтовый Ду32 Резьба 1 1/4").
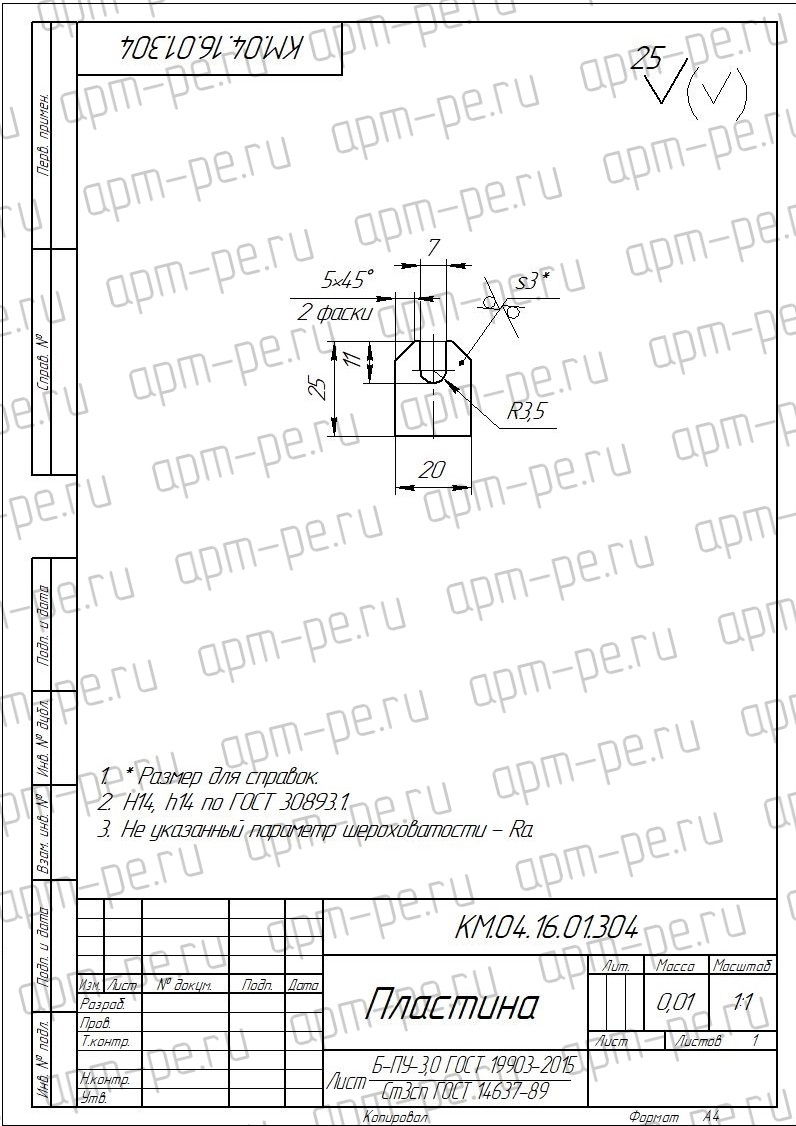
Изготовление детали - Пластина.
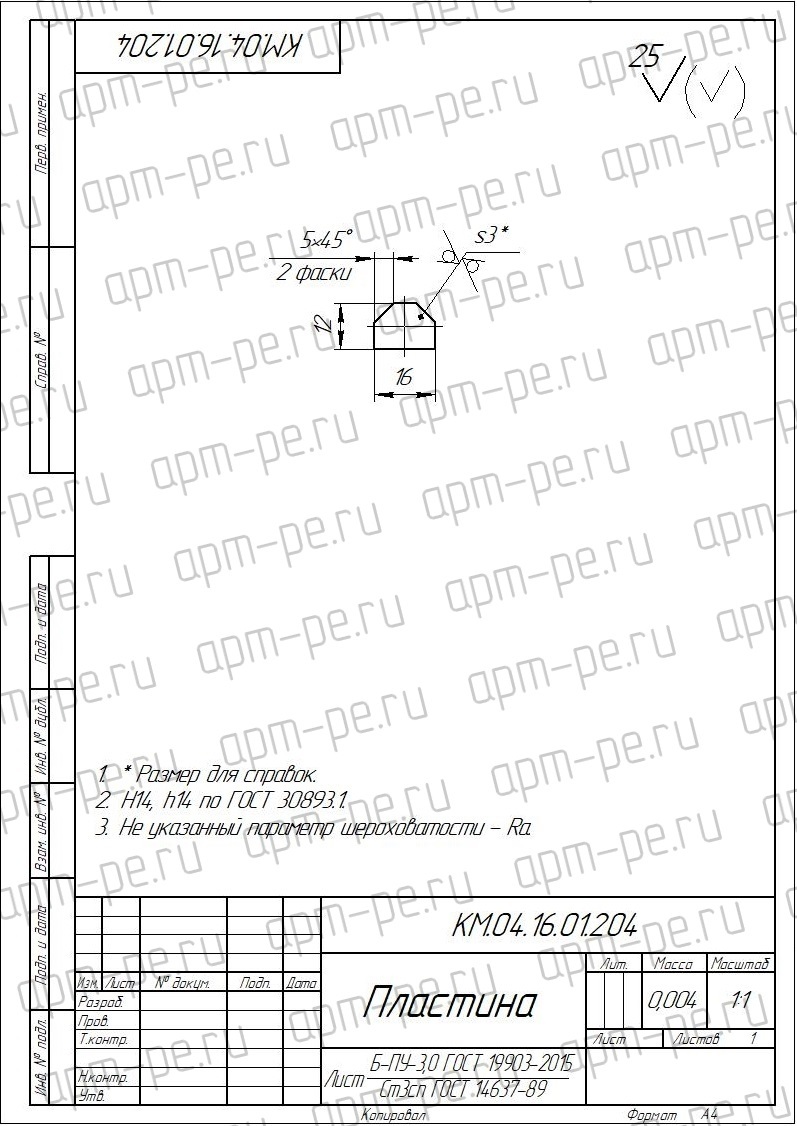
Примечание по изготовлению: Обе детали лучше изготавливать совместно.
Изготовление детали - Корпус спиральный.

Примечание по изготовлению: Лучше сначала деталь Корпус собрать (сварить) с деталями Фланец (отверстия М8 необходимо расположить под углом 45° относительно напорного канала) и Кольцо, затем выполнить расточку диаметра 135мм (и торцевую обработку, фаску). Далее собрать (сварить) с деталями Конус, Штуцер (сварочные швы должны быть герметичными) и в последнюю очередь детали Пластина и Гайка М6. Крепежные гайки М6 лучше устанавливать по шаблону или по ответной детали.
3 Этап.
Изготовление крышки входной насоса.
Необходимые материалы для изготовления:
Круг Ø65мм, Сталь 20 или Ст.3, длина 50…55мм;
Лист 10мм, Ст.3, 150х150мм или заготовка в виде кольца Øнар. 150мм Øотв. 120мм;
Лист 3мм, Ст.3, 150х150мм или заготовка в виде кольца Øнар. 150мм Øотв. 45мм;
Лист 3мм, Ст.3, 25х30мм - 8шт.;
Изготовление детали - Штуцер.
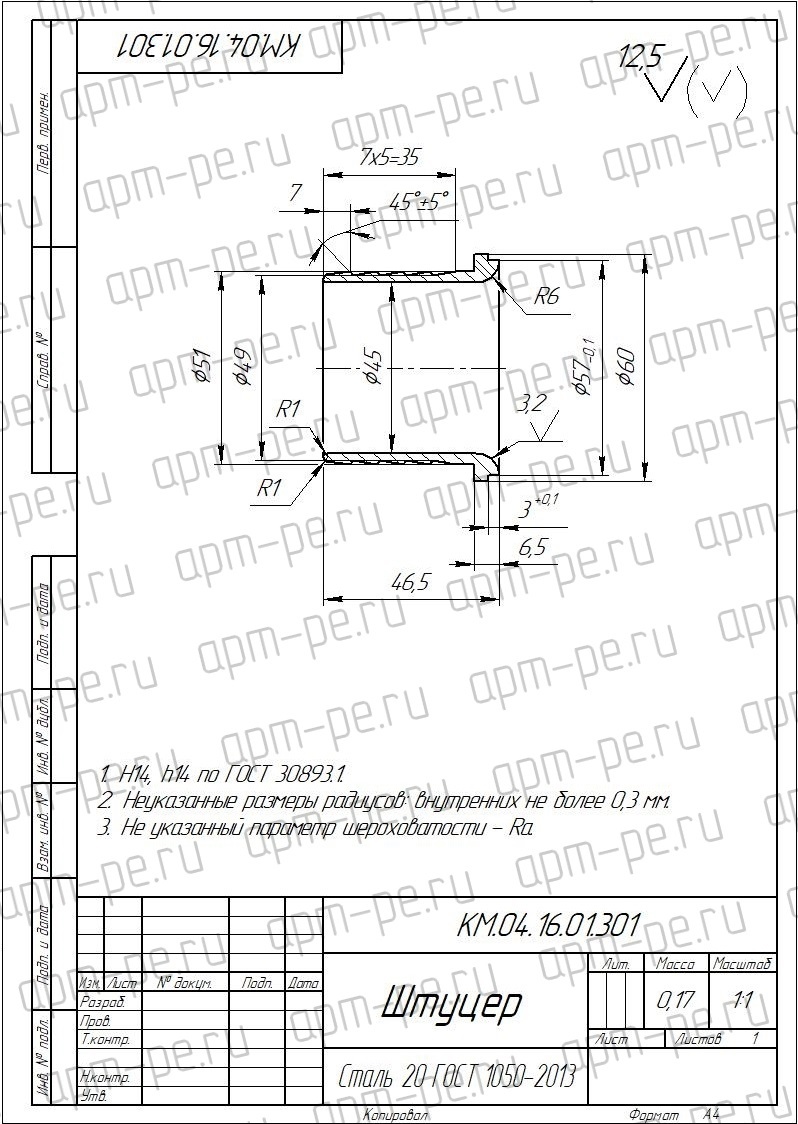
Примечание по изготовлению: Можно заменить заготовку и изготовить из трубы 60х7,5.
Изготовление детали - Фланец.
Примечание по изготовлению: Лучше изготавливать из заранее в «черновую» вырезанной заготовки.
Изготовление детали - Диск.
Примечание по изготовлению: Деталь должна быть максимально плоской. При необходимости лучше «отрихтовать» заготовку.
Изготовление детали - Пластина.
Примечание по изготовлению: Детали лучше изготавливать совместно по несколько штук.
Изготовление детали - Крышка входная.
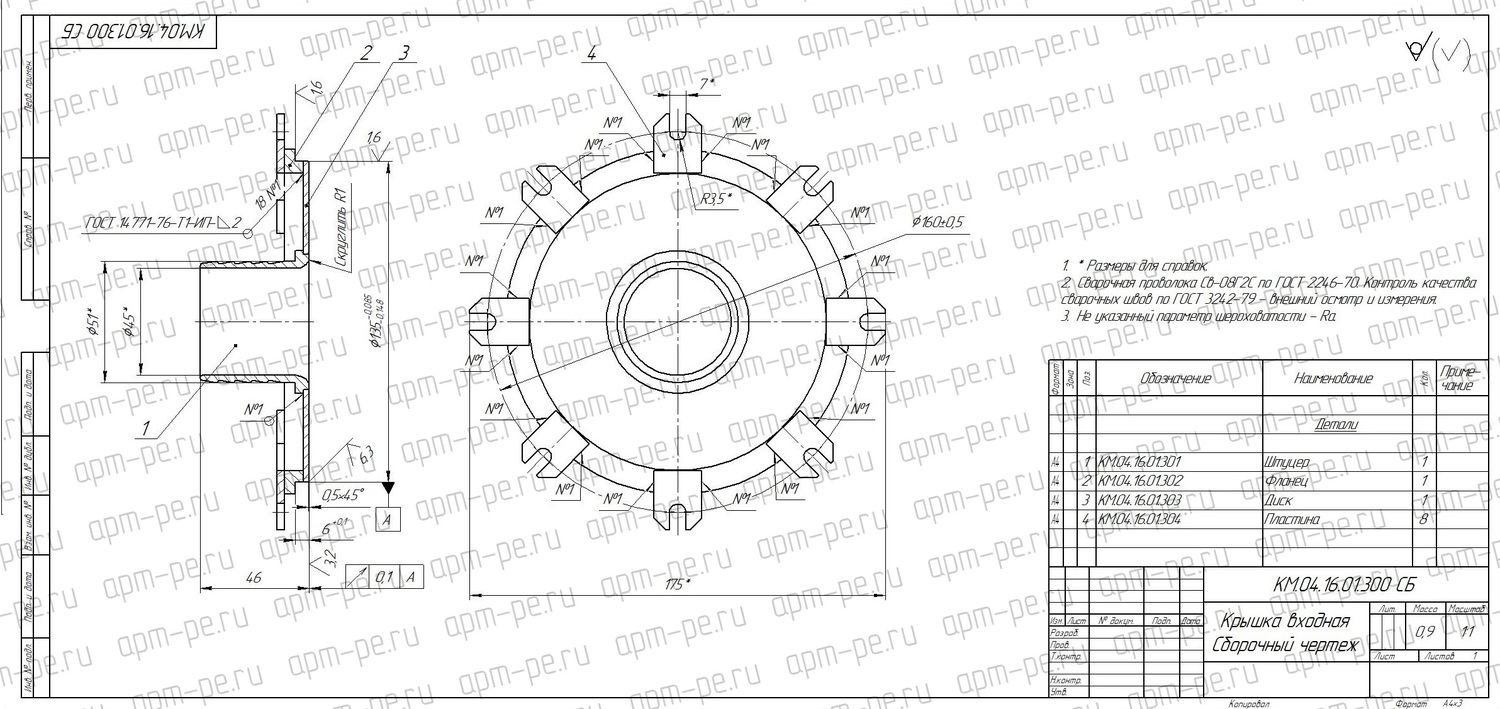
Примечание по изготовлению: Обработку лучше производить после полной сборки и сварки («диаметральные» сварные швы должны быть герметичными). Необходимо чтобы торцевая поверхность была полностью обработана (припуск на торцевую обработку 0,5мм). При необходимости лучше провести рихтовку до обработки.
4 Этап.
Изготовление оставшихся деталей и сборка насоса.
Необходимые материалы для изготовления:
Круг Ø30мм, Сталь 20 или Ст.3, длина 25…30мм;
Круг Ø50мм, Сталь 20 или Ст.3, длина 15…20мм – 2шт.;
Круг Ø6мм, Сталь 45, длина 15…20мм;
Лист 1мм Паронит ПОН 160х160 – 2шт.;
Изготовление детали - Заглушка.
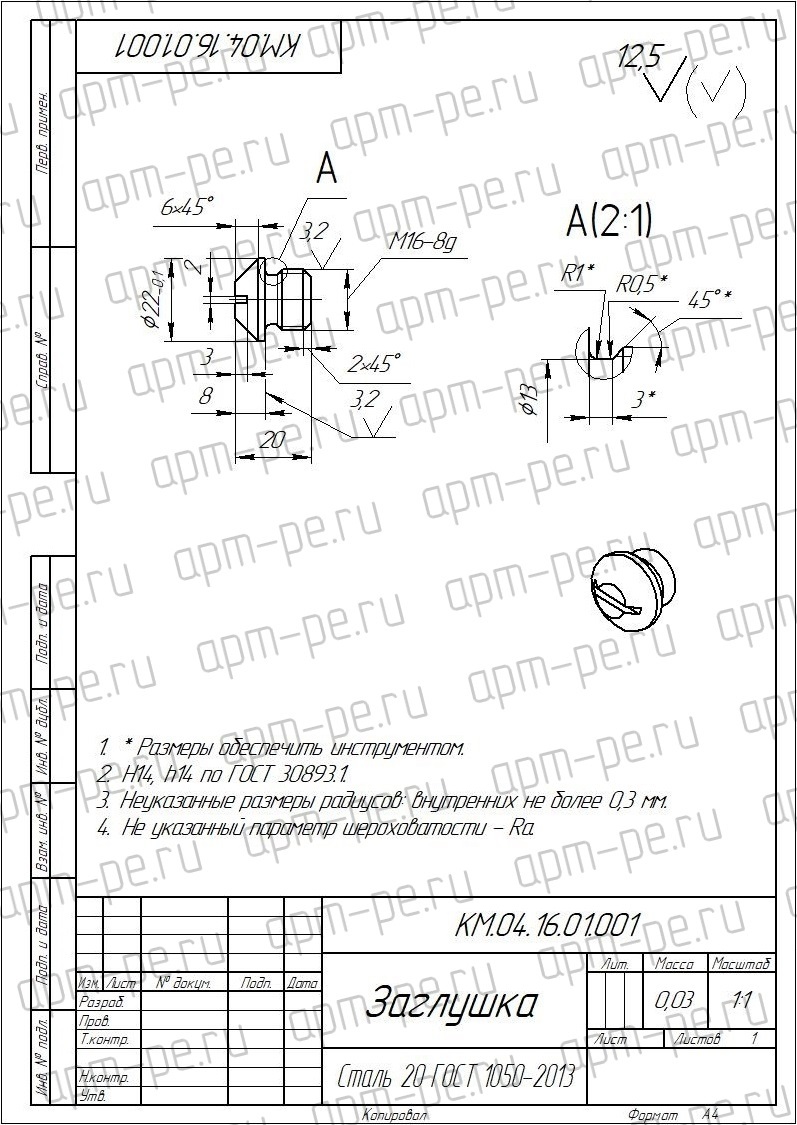
Примечание по изготовлению: Можно изготовить из болта М16 с резьбой «на всю длину».
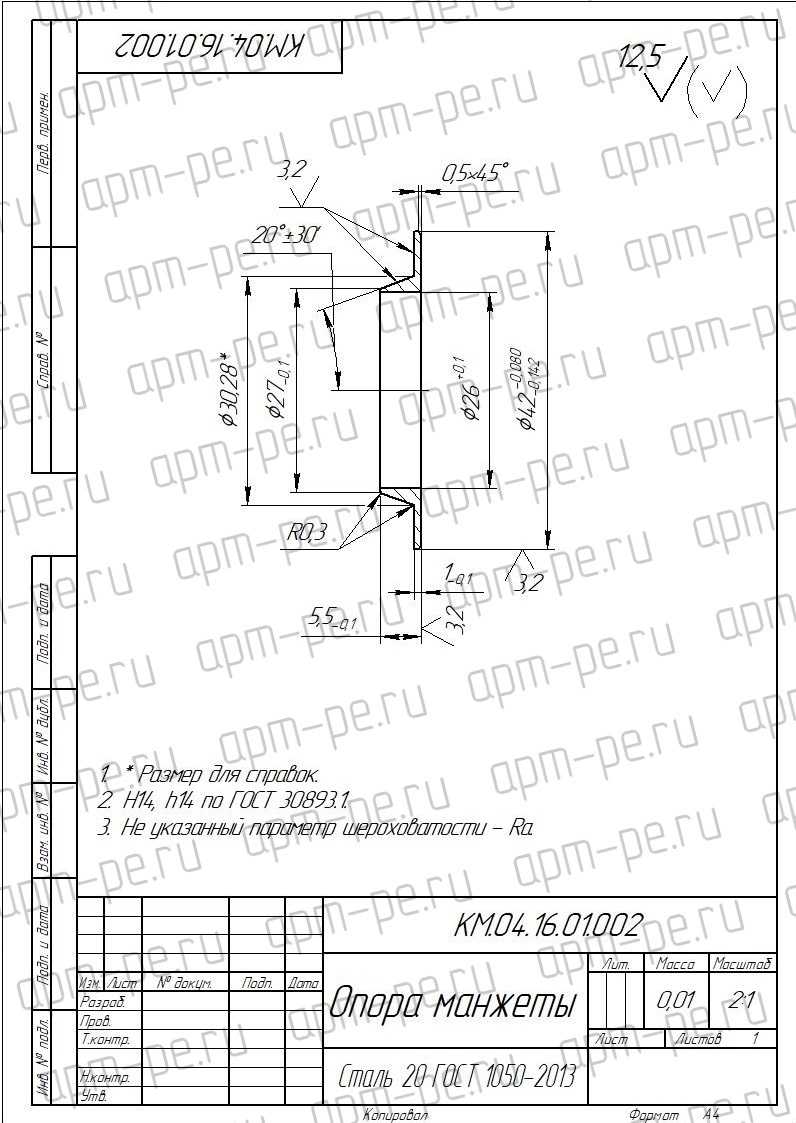
Изготовление детали - Опора манжеты.
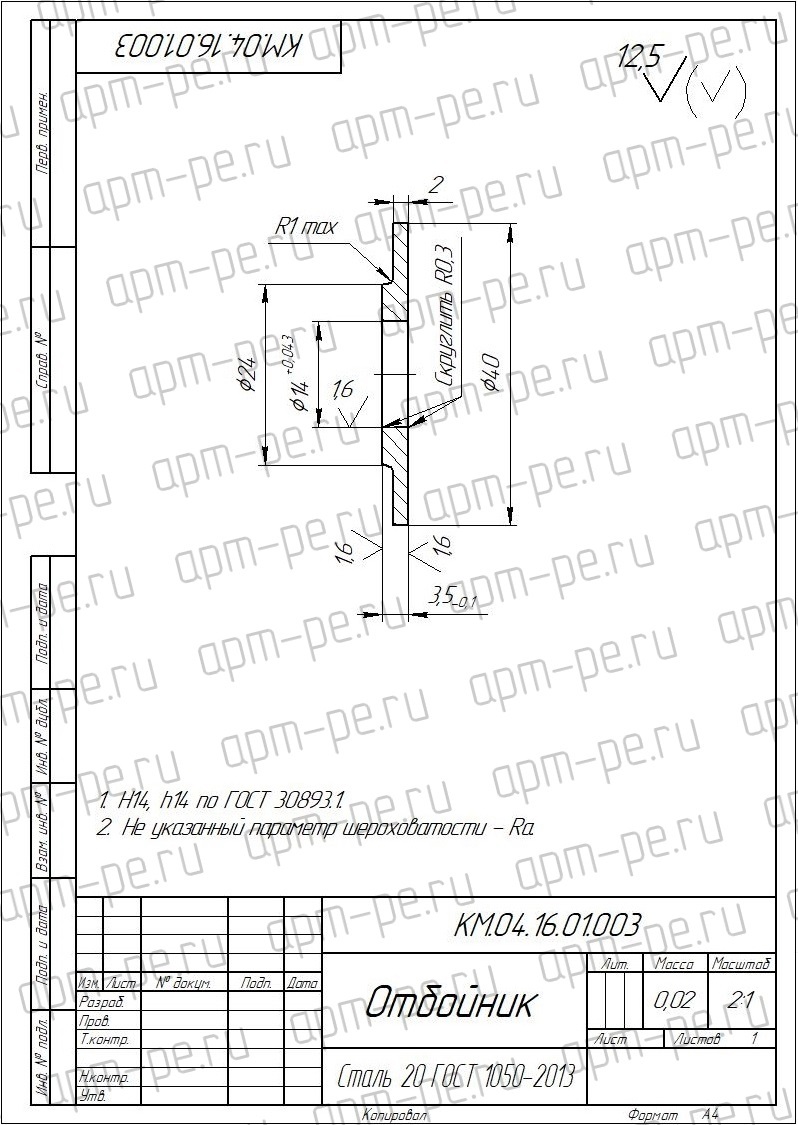
Изготовление детали - Отбойник.
Изготовление детали - Клин.
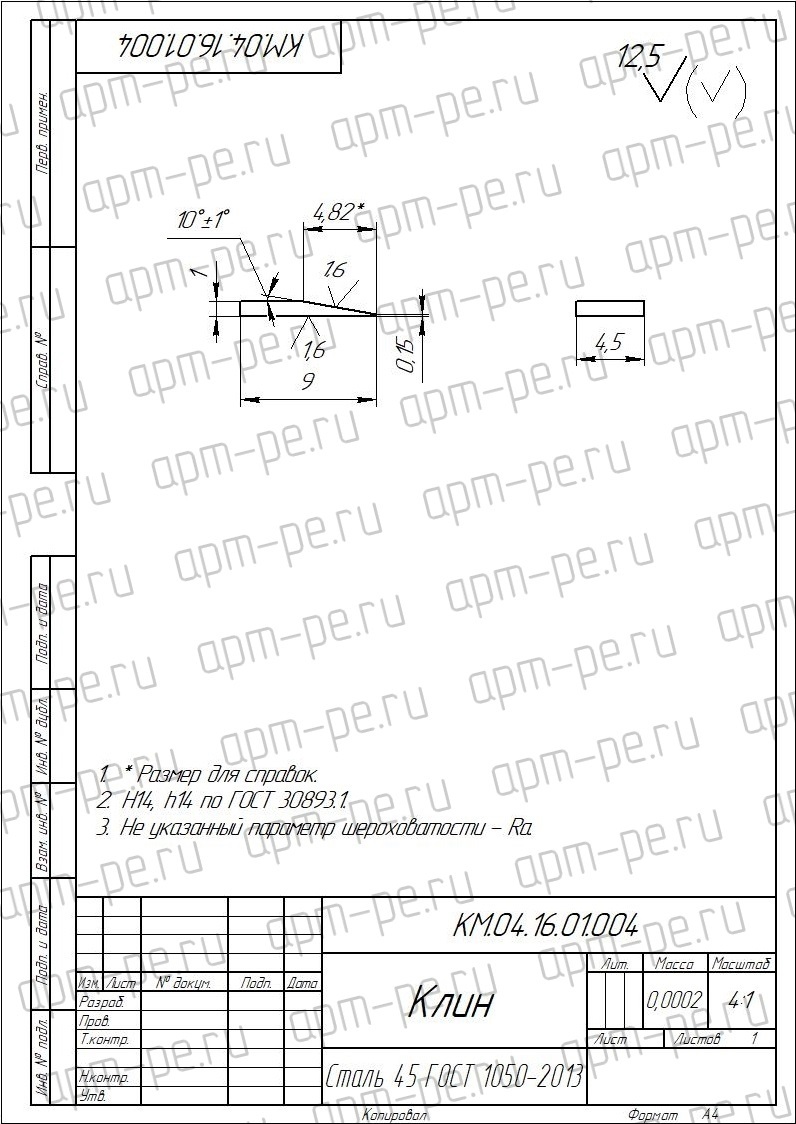
Примечание по изготовлению: Можно не изготавливать деталь, а применить часть лезвия от канцелярского ножа.
Изготовление детали - Прокладка.
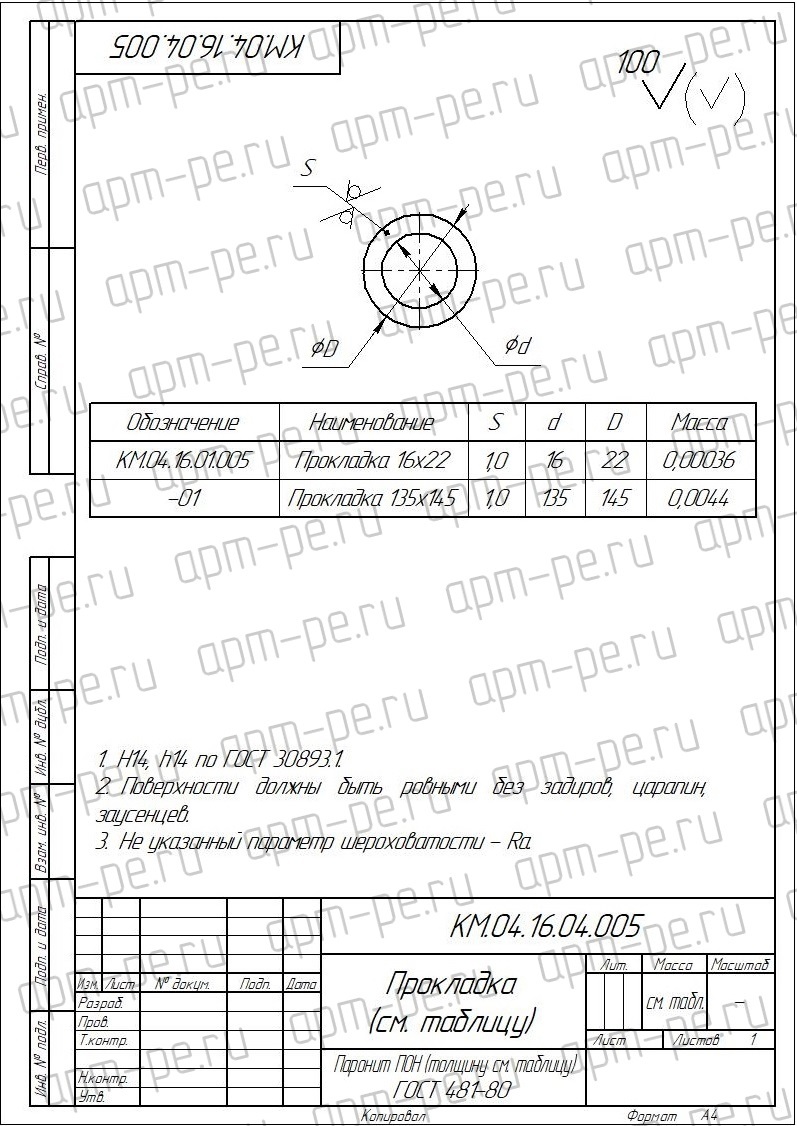
Примечание по изготовлению: Лучше изготовить по одной прокладке, а при сборке насоса по необходимости изготовит еще.
Сборка насоса.
Необходимые комплектующие для сборки:
Электродвигатель асинхронный 0,55 кВт 3000 об/мин. Исполнение IM 2001 или 2011 (фланец и «лапы»). (Посадочные размеры вала эл. дв.: диаметр вала 14 мм, длина 30мм, сечение шпонки 5х5мм.);
Манжета 1.2-25х42-1 ГОСТ 8752-79;
Болт М8х25.58 – 4шт.;
Гайка М6.5 – 16шт.;
Шпилька М6х18.58 («полная» длина шпильки 24мм.) – 8шт.;
Шайба С.6.01 (плоская) – 8шт.;
Шайба С.8.01 (плоская) – 4шт.;
Шайба 6 65Г («гровер», пружинная) – 8шт.;
Шайба 8 65Г («гровер», пружинная) – 4шт.;